Литейная масса S-6009

Изготовитель: Лаборатория керамики
Наименование по каталогу производителя: ПГ-50

Основные характеристики
 |
| Горшок D= 300 мм, Н= 300 мм. |
Литейная масса представляет собой шликер с влажностью до 45%. Изготовлена из базовой глины ПГ-100 с добавлением высокотемпературных пластичных глин и отощителей. Время набора для изделий средних размеров примерно 1 час.
 |
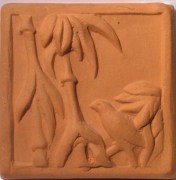
| Фигурка отлита из ПГ-50, расписана ангобами, обожжена при 1000°С, покрыта глазурью S-0120, обожжена при 1000°С. |
Рекомендуемый интервал обжига: 900 - 1100°C (90 - 110 конус). Характерный цвет после обжига - светлый кирпично-красный. Основные характеристики массы справочно приведены в таблице. Все значения являются примерными и носят иллюстративный характер. Хорсс не берет на себя никаких обязательств в части получения указанных значений.
| ТЕМПЕРАТУРА ОБЖИГА | 900°C | 1000°C | 1100°C | 1180°C |
| УСАДКА, % | 4-5 | 6-8 | 10-11 | 13 |
| Водопоглощение % | 18 | 13-14 | 8-9 | ?1 |
Особенности технологии
ШЛИКЕРНОЕ ЛИТЬЕ. Литейную массу хорошо перемешать, профильтровать, спокойной широкой струей залить в форму. Через некоторое время (от 30 минут до 2 часов) вылить из формы. Через 1-3 часа из формы можно достать готовое изделие. Толщина стенки изделий не должна превышать 6-8 мм во избежание усадочных трещин при сушке и не должна быть менее 2-3 мм по соображениям прочности сырца. ОБЖИГ. Предпочтительна схема двукратного обжига: утильный обжиг на 90-96 конус (900-980°C), политой обжиг на 90-108 конус (900 - 1100°C).
Известные проблемы
 |
| Литой горшок с покрытием S-0017. Вид через 2 года эксплуатации. |
| ОПИСАНИЕ ПРОБЛЕМЫ | ПРИЧИНЫ И ВАРИАНТЫ РАЗРЕШЕНИЯ |
| 1.Треск при сушке | Основной причиной треска при сушке является недостаточная однородность сушки, например, сквозняки, чрезмерно сухой воздух в помещении. Требуется создание условий для спокойной замедленной сушки. |
| 2. Неоднородность глазурного покрытия при окунании утиля в глазурную суспензию | 1. Есть ли литейные пятна? Литейное пятно - участок с повышенной плотностью, образующийся в месте падения струи шликера в форму при заливке изделия. После утильного обжига глазурь ложится на это место тонким слоем, тоньше, чем на других участках изделия. Следует заливать форму спокойной широкой струей. Похожие уплотнения возникают в том случае, если рабочая поверхность гипсовой формы содержит участки гипса с иной плотностью, что приводит к другой скорости набора в этом месте. Необходимо использовать формы, отлитые из качественного однородно промешанного гипсового теста. 2. Плотность утильного черепка сильно зависит от температуры, поэтому участки изделия, обращенные к нагревателям, могут быть более плотными и хуже впитывать воду при окунании. Необходимо обеспечить однородность температуры в печи в процессе утильного обжига. |
| 3. Треск крупных изделий после утильного обжига. | Недостаточная температура утиля. Черепок должен быть достаточно прочным, чтобы выдержать термические напряжения в процессе охлаждения при утильном обжиге. Если утильный обжиг проводится при температуре ниже 900-850°C, такая прочность не достигается. |
Требования безопасности
- 1. Пыль высохшего шликера потенциально опасна для здоровья, как и любая другая глинистая пыль. Требуется влажная уборка рабочего места, стирка рабочей одежды.
- 2. Литейная масса содержит жидкое стекло и кальцинированную соду, что может приводить к раздражению кожных покровов рук в случае длительного контакта.
Форма поставок
 |
| Стандартная упаковка литейных масс - пластиковые ведра 5 л (слева), пластиковая канистра 25 л (справа). |
Литейная масса ПГ-50 поставляется в виде шликера с влажностью 40-45%. Упакована в пластиковые емкости 5 л и 25 л. Может быть налита в ведра 5 л и канистры 25 л, ранее приобретенные в Лаборатории керамики или идентичные.
 Керамическая масса ПГ-100, S-6008
Керамическая масса ПГ-100, S-6008Вопросы (и ответы) по товару:
Вопросы о наличии и поступлении здесь БУДУТ ПРОИГНОРИРОВАНЫ, их лучше задать нашим менеджерам: admin@portalkeramiki.ru